01
クラス最高レベルの
酸素供給(OTR)を実現
大型生産機の実績から生まれた高ガス分散タービン「Super-Mix ® HS100」を採用しています。酸素移動のボトルネックを解消し、菌体濃度の最大化を強力にサポートします。
高密度な微生物培養に、圧倒的な酸素供給を。
高ガス分散タービンを搭載。高いOTR要求に対応した
高効率バイオリアクター。
「圧倒的な酸素供給」と「高密度培養」を両立
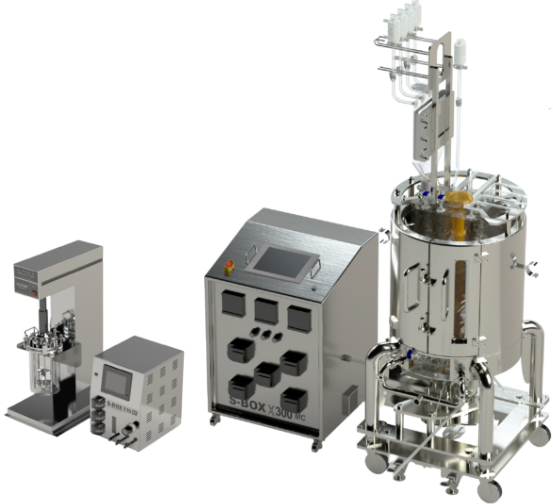
HSF Reactorは、200kLを超える大型商用生産機に採用されている独自の撹拌方式(高効率タービン翼「Super-Mix® HS100」と高吐出軸流翼「Super-Mix® HR100」の組み合わせ)を搭載したバイオリアクターです。ラボ段階から実機と同一の流動環境を再現できるため、商用生産への移行時に課題となるスケールアップのリスクを抑え、プロセスの最適化を支援します。高い酸素移動効率(OTR)が要求される大腸菌培養から、粘性の高い糸状菌まで、幅広い微生物培養系に対応可能。長年にわたり大型プラントを手掛けてきた技術的知見をベースに、実機生産を見据えた精密な条件検討を実現します。

プロセス開発から生産まで対応するスケーラビリティ

用途・スケールにに合わせて選べる最適な構成
多様な培養目的に対応する高い汎用性

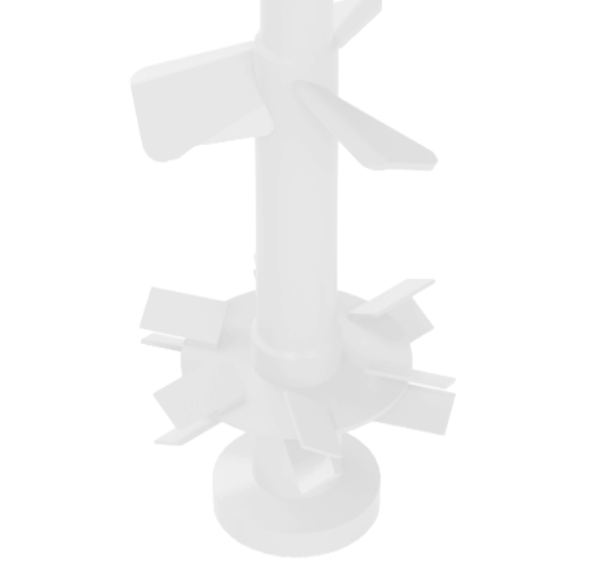
高ガス分散タービン「Super-Mix® HS100」× 高吐出軸流翼「Super-Mix® HR100」
微生物培養において、「圧倒的な酸素供給」と「槽内の均一性」を両立させることは、生産性を左右する極めて重要な課題です。HSF Reactorは、200kLを超える大型商用生産機において豊富な実績を持つサタケ独自の撹拌翼構成を、精密なスケールダウンモデルとして研究・開発用スケールへと搭載しました。気泡を微細化し、酸素移動効率(OTR)を最大化する高ガス分散タービン翼「Super-Mix® HS100」。そして、強力な循環流を生み出し、高濃度・高密度下でも槽内のムラを排除する高吐出軸流翼「Super-Mix® HR100」。この2つの相乗効果により、ラボスケールでの検討結果を商用プラントの成功へとダイレクトに反映させることが可能となります。
特徴
01
大型生産機の実績から生まれた高ガス分散タービン「Super-Mix ® HS100」を採用しています。酸素移動のボトルネックを解消し、菌体濃度の最大化を強力にサポートします。
02
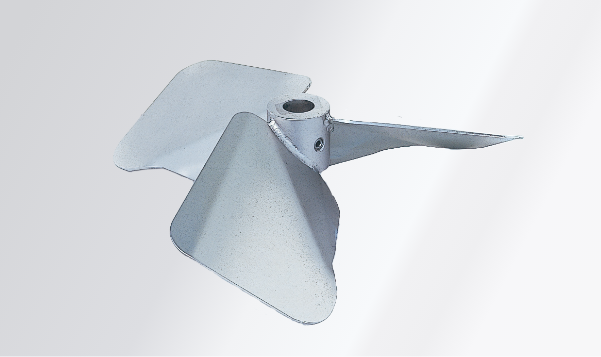
高出型軸流インペラの「 Super-Mix ® HR100」iインペラが、底面から強力な循環流を形成。液の停滞を防ぎ、温度・pH・DOの均一なプロファイルを維持します。
03
ラボ機から大型リアクターまで、共通の撹拌方式に基づいた設計を行っています。精密トルクメーターでの撹拌動力データ取得と合わせることで、スケールアップの成功率を飛躍的に向上させます。
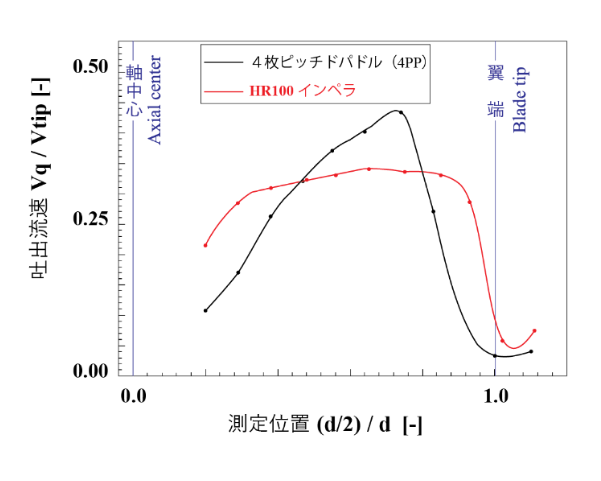
HS100タービンは、極めて低い動力数を実現、対6FT動力数比:約65%減としました。従来型タービンと比較して液流動化およびせん断・破壊作用が向上し、高いガス吸収性KLaが得られます。撹拌翼(ブレード)の揚力により流れを吐出場に集中させ、吐出場の圧力勾配・変動を利用して強いせん断・破壊作用を生み出します。高吐出軸流型HR100インペラとの組み合わせにより、総合的に極めて高効率な槽内液流動化作用およびせん断・破壊作用(ガス分散)を発揮するインペラです。
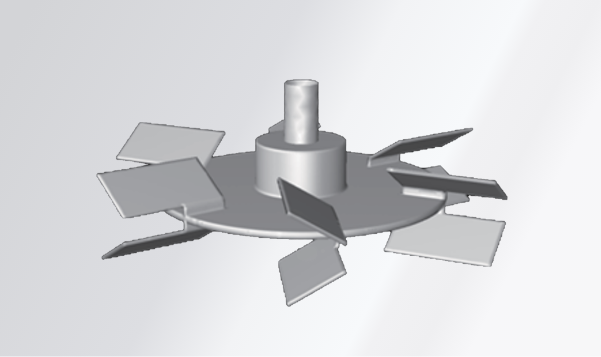
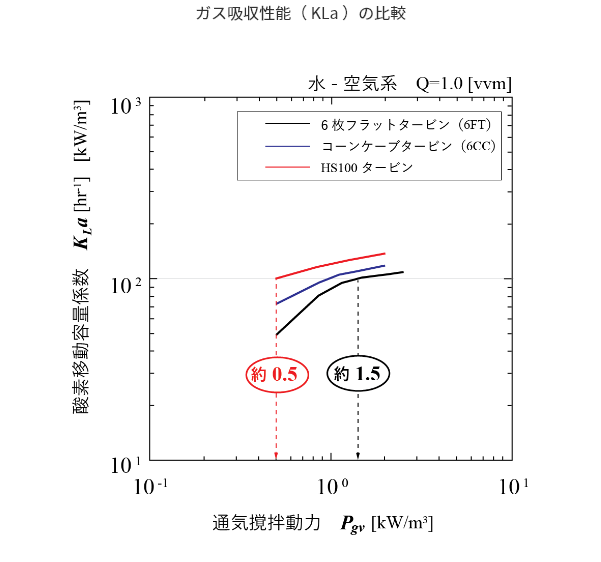
HS100タービンは、通気撹拌における動力低下を最小限に抑えつつ、強力なせん断力で気泡を微細化する性能に長けています。従来型の6枚フラットタービンと比較して、同一動力条件下でより高いガス吸収性能を発揮し、微生物培養の増殖制限要因となる「酸素供給のボトルネック」を劇的に改善します。
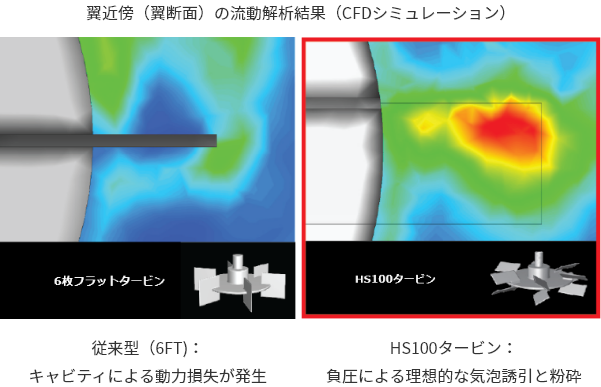
微生物が求める酸素供給量を最大化するためには、撹拌翼(インペラ)の周辺で「いかに効率よく気泡を粉砕できるか」が極めて重要です。サタケは、流体数値シミュレーション(CFD)により、インペラ形状が気泡分散に与える影響を詳細に解析しています。同一エネルギー(Pv)条件下で比較すると、その差は一目瞭然です。従来型の6枚フラットタービンでは、翼の背面に大きな「ガス溜まり(キャビティ)」が発生し、これが動力損失や気泡粉砕の妨げとなっていました。対して、独自の翼断面設計を持つ「HS100タービン」は、翼周辺の圧力分布を緻密にコントロールします。解析結果が示す通り、スパージャーから供給された空気は、翼背面の負圧領域へとスムーズに誘引されます。そして、翼端で発生する強力なせん断力によって瞬時に微細化され、槽内全体へと拡散されます。この、意図した場所での確実な粉砕プロセスこそが、限られた投入エネルギーを最大限に酸素供給( KLa )へと変換できる理由です。
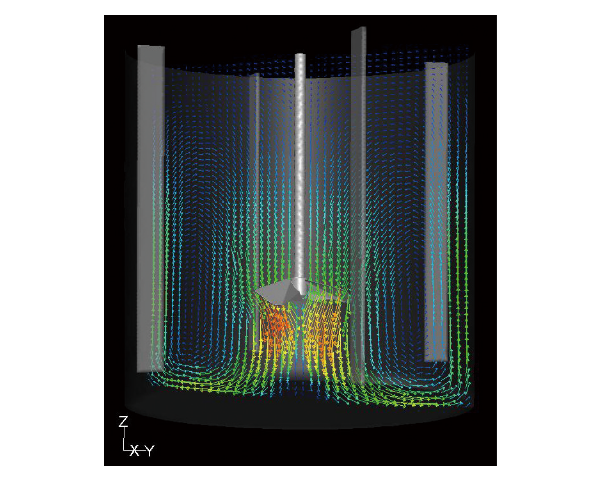
高密度な微生物培養において、槽内全体の均一性を維持するために不可欠なのが、強力な「垂直方向の液循環」です。サタケの高吐出軸流翼「HR100インペラ」は、流体数値シミュレーション(CFD)に基づき、翼表面での流れの剥離を極限まで抑制した独自の翼形状を備えています。これにより、撹拌エネルギーを無駄な乱流(ロス)に変えることなく、効率的に「下方(または上方)への吐出力」へと変換します。下段のHS100タービンによって微細化された気泡を、このHR100インペラが生み出す強力な循環流が槽内の隅々まで運びます。縦長槽においても停滞域を作らず、温度、pH、および溶存酸素(DO)のプロファイルを完全に均一化することで、スケールアップ時にも再現性の高い培養環境を提供します。
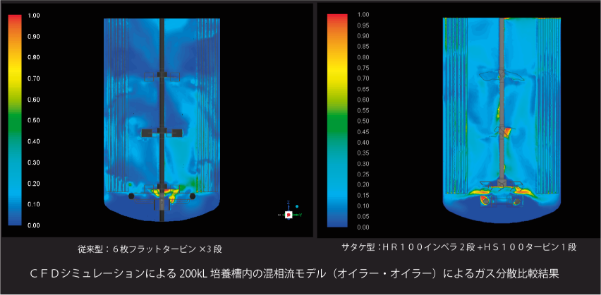
サタケのバイオリアクター設計の最大の強みは、200kLクラスの大型実機への豊富な納入実績と、それを支える高度な流体数値シミュレーション(CFD)技術にあります。解析結果が示す通り、従来型のインペラ構成では大型槽の隅々まで気泡を行き渡らせることが難しく、酸素供給のムラがスケールアップ失敗の大きな要因となっていました。対して、サタケの「HS100+HR100」の組み合わせは、大型実機においても槽内全域に均一な気液分散状態を形成します。HSF Reactorはこの実機スケールの流動特性を精密にスケールダウンして設計されています。ラボ段階から実機と同じ「流動の質」で検討を行うことで、培養プロセスの工業化におけるリスクを最小限に抑え、確実な技術確立を実現します。
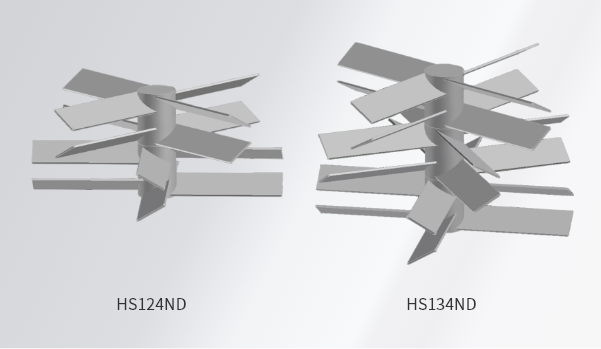
Super-Mix®HS124ND, HS134ND Turbine
微生物培養の限界を突破し、「更なる高み」を目指す研究者・エンジニアのために。サタケは、フラッグシップモデルであるHS100をベースに、ガス粉砕能力を極限まで高めたHS124NDおよびHS134NDを開発しました。近年のバイオプロセスにおいて、増殖速度が極めて速い菌体や超高密度培養では、従来のインペラでは酸素供給が追いつかない「酸素制限」が大きな課題となっています。これらNDシリーズは、独自の翼断面形状をさらに進化させることで、同一のエネルギー投入(PV値)条件下において、世界トップクラスの酸素移動効率(KLa)を実現しました。これまで物理的な限界で諦めていた高負荷な培養条件においても、溶存酸素(DO)を安定して維持。菌体のポテンシャルを最大限に引き出し、生産性を次なるステージへと引き上げます。
日本 Pat. 6159577